

CK20 Steel Precision Honed Tube
CK20 Precision Tube advantage: 1. Honing Seamless Pipe Improve the surface roughness, and the roughness can almost reach Ra less than 0.04. 2. Correct the roundness, the ellipticity can be less than 0.02 mm. 3. honed tubing improve the surface hardness, eliminate the stress deformation, hardness...
- Fast Delievery
- Quality Assurance
- 24/7 Customer Service
Product Introduction
Introduction
At our factory located in China, we take pride in manufacturing high-quality products that meet the needs of our clients across the globe. We believe in providing our clients with the right product that is both durable and reliable. One such product that we have is the CK20 Steel Precision Honed Tube. In this article, we will introduce you to our product, its features, uses, and benefits.
Product Features
Our CK20 Steel Precision Honed Tube is made from high-quality materials that guarantee its durability and reliability. It has a surface finish that is smooth and aesthetically pleasing to the eyes. The tube's internal diameter is started either by cold drawing or rolling, which makes it precise and accurate.
The material used in its making is CK20 steel, which is a low-carbon steel material that is widely used in the manufacturing industry. CK20 steel is known for its excellent precision, toughness, and high tensile strength. It can withstand high-pressure situations without compromising on its quality.
Uses
Our CK20 Steel Precision Honed Tube is suitable for a wide range of applications. It is commonly used in hydraulic and pneumatic cylinder applications, where high precision is required. It is also used in the automotive industry, where it is ideal for manufacturing shock absorbers, steering systems, and suspension systems.
The tube's durability and strength make it ideal for use in the construction industry, where it is applied in the manufacture of hydraulic pumps, crane components, and mining equipment. If you are involved in building heavy-duty equipment, our CK20 Steel Precision Honed Tube is the product you need.
Benefits
Our CK20 Steel Precision Honed Tube comes with numerous benefits that make it an ideal product for our clients. For instance, its precision and accuracy make it reliable in hydraulic and pneumatic applications. Its smooth surface finish makes it ideal for applications where aesthetics are crucial.
The tube's strength and toughness make it suitable for use in demanding applications, such as construction and heavy-duty machinery. It is resistant to corrosion, which ensures it maintains its quality over time. Our CK20 Steel Precision Honed Tube is also easy to use, which makes it ideal for manufacturers who need a product they can rely on for their production processes.
Conclusion
Our CK20 Steel Precision Honed Tube is a top-quality product that is ideal for manufacturers looking to produce high-quality products. Its precision, accuracy, and durability make it suitable for various applications, such as hydraulic and pneumatic cylinder systems, automotive manufacturing, and construction. We take great pride in our product and are confident it will meet your needs. Contact us today to place your order, and we will be happy to serve you.
CK20 Precision Tube advantage:
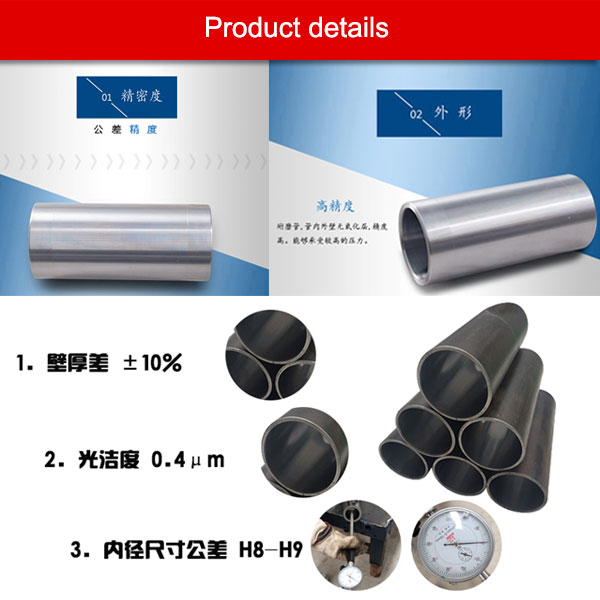
1. Honing Seamless Pipe Improve the surface roughness, and the roughness can almost reach Ra less than 0.04.
2. Correct the roundness, the ellipticity can be less than 0.02 mm.
3. honed tubing improve the surface hardness, eliminate the stress deformation, hardness HV 4° or higher
4. After processing, the residual stress layer shall improve the fatigue strength by 30%.
5. Improve coordination quality, reduce wear and tear, and extend the service life of spare parts, but the processing cost of spare parts is reduced.
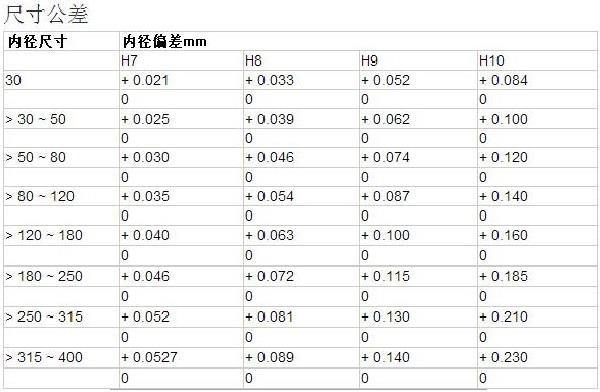
Precision honing tube Dimensional tolerance
Product process
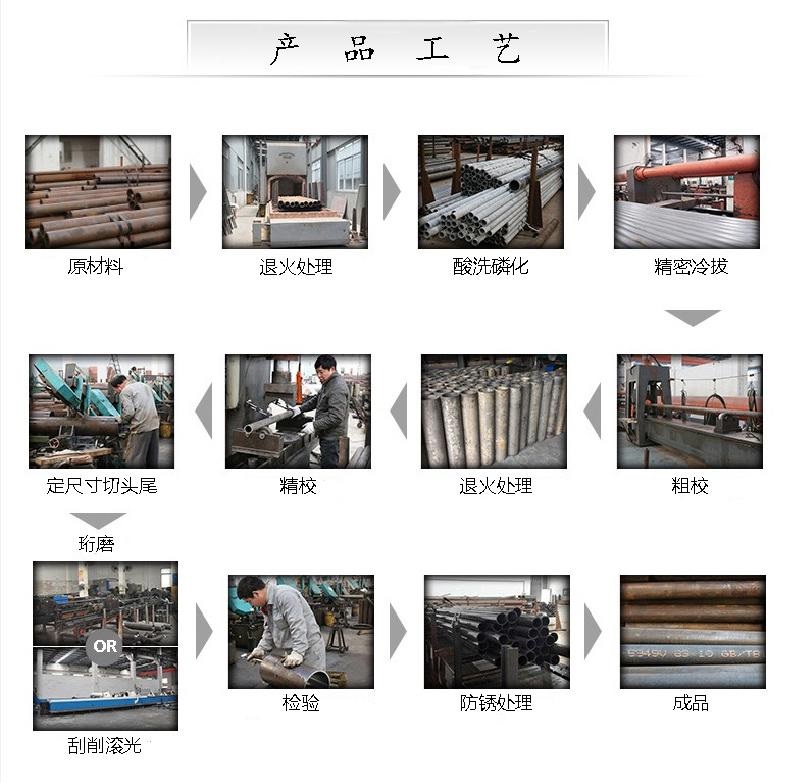



A kind of cold drawn precision honing tube manufacturing method includes the following steps:
(1). heating: 27 simn tube billet heating to 1200~1290 ℃ in the annular furnace, heating time is 4~5 hours, so as to ensure uniform tube billet heating.
(2). perforation: heat pipe billet by the piercing mill perforation, perforation after the formation of the capillary temperature control at 1150~1230 ℃, and mesh perforated eccentricity control and control tube billet surface quality.
(3). annealing, introduces tube billet in continuous annealing furnace for annealing, and control the annealing temperature is 600~720 ℃, the annealing time of 70~70 min, by annealing hardness (HV) annealing billet for 210~219.
(4). and sprayed borax: borax spraying device to nitrogen and borax by spiral nozzle blow hole to remove oxide skin to wool tube and in wool tube filled with nitrogen gas, its main function is to remove hair tube residual scale, at the same time on the inner surface of the capillary form a layer of film, prevent capillary further oxidation.
(5). hot-rolled: introducing annealing pipe mill hot rolling, hot rolling temperature is 1260~1270 ℃, get rolling tube.
(6). pipe: rolling tube with mandrel release, to the next working procedure, make sure to take off the tube process of rolling pipe reducing rate between 0~2%.
(7). the stress relieving: introduce the rolling tube heating and heat preservation in heating furnace, the furnace after cooling, by annealing billet, the purpose is to ensure the strength of the steel tube, when the annealing temperature is too high, strain recovery processing, can't get the effect of strain hardening, annealing temperature is 550~650 ℃, can get the effect of strain hardening, in order to remove the strength of the cold rolled steel pipe deviation, cold rolled steel tube furnace to keep time for 10~40 minutes.
(8). pickling treatment: the annealing pipe pickling, remove the rust on the surface of the skin, hydrochloric acid concentration: 7~19%, pickling time: 35~60 minutes, again neutralization pool roll, roll number: 2~3 times, and liquid PH: 9~10, then through clear water reserviors roll, roll number: 2~3 times.
(9). phosphating treatment: on the surface of tube billet forming the chemical formation of zinc phosphate film coating, zinc phosphate concentration: 20~30%, the phosphating liquid temperature: 68~75 ℃, phosphating time: 10 to 20 minutes, phosphating liquid free acidity: 4~7, total acidity phosphating fluid: 45~75.
(10). saponification process: on the coated metal soap lubricating film coating, such as formation, saponification temperature: 55~75 ℃, saponification time: 8 to 15 minutes, saponification liquid PH: 8~9.
(11). a cold drawn: will stay cold drawn pipe cold drawing processing, cold drawing process, the mould plug head and pipe inner span: 3~5 mm, maximum drawing force pulling machine: 350~450 t, saponification tube drawing before parking time: 72~96 h.
(12). secondary cold drawn: after a cold drawn twice cold drawing process of cold drawn pipe, cold drawing process, the mould plug head and pipe inner span: 2~4 mm, maximum drawing force pulling machine: 400~500 t, after a cold drawn before cold drawn tube of parking time: 12~24 h.
(13). heat treatment: use after quenching and tempering heat treatment process, quenching temperature is 800~850 ℃, quenching medium is water, tempering temperature at 550~550 ℃, reduce the residual stress of cold drawn pipe.
(14). honing: choose digital honing machine, rotary workpiece, processing form of honing head for reciprocating motion, reach the cylindricity: 0.01~0.02 mm, size deviation: 0.01~0.02 mm, roughness: Ra0.25~0.35 high standards of accuracy.
(15). hot straightening processing: heat preservation in the low temperature tempering furnace 45 to 60 minutes, and then to hot straightening processing, hot straightening temperature 550~650 ℃, the yield strength (MPa): 898, tensile strength (MPa): 912, hardness (HV): 250, the wall thickness tolerance: 8%, outer diameter out of roundness: 0.3%, wall thickness variability: 6%, straightness, cold drawn precision honing tube 0.30 mm/m.





